You can find information and explanations about sandblasting on this web page. Here are the answers of questions: "What is Sandblasting?", "How to Sandblast?", "What are the equipments used for Sandblasting?", " Which types of materials is sandblasting applied to?". Blasting is the process where small angular or spherical particles are propelled at a part by compressed air, or mechanical high speed rotating wheels or water pumps. The blast media type, shape, size, density, and hardness, along with media acceleration and volume of media, combined with blasting distance from the workpiece, angle of impact and time cycles are important factors in the blast process capabilities. The blasting equipment is produced to deliver, reclaim and contain the media, contain the part to be blasted and collect the dust from the blasting process. Parts can be processed individually as a batch process or can be automated thru the system.
Pressurised Blasting
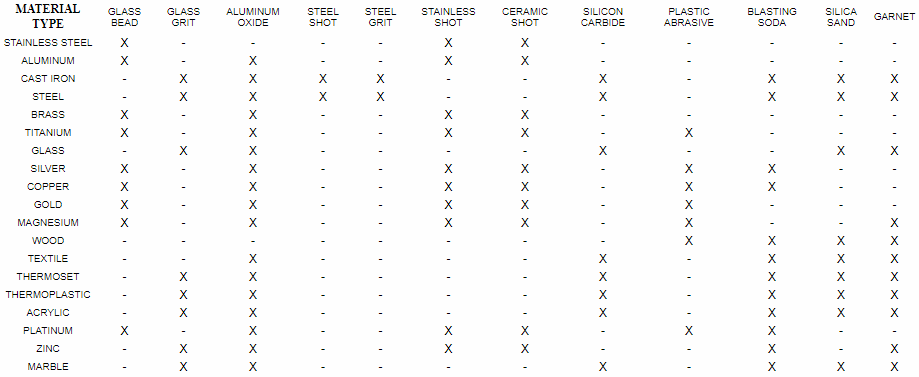
Pressure blasting utilizes various sizes of approved pressure vessels called pressure pots. The pressure pot contains the media, and as it is energized with compressed air, it pressurizes the pot. When the air/media mix is released from the pot it accelerates from the pot through at least 5-10 feet of hose and then even faster as it travels thru the ventura of the nozzle. The acceleration rates of air/media mix are much higher in pressure blasting than suction blasting. When the pressure pot empties of the media and air, the pressure pot has to be depressurized to refill the pot with media. The pressure blasting systems are much more productive when blasting than suction systems. Pressure systems can blast all medias regardless of weight or size and can also deliver medias at very low psi. Recoverable blasting medias are used in industrial blasting. Indoor blasting systems require medias with extended life. Blast media, type, shape, size and hardness affect the process and materials they're capable of blasting. Spherical medias are used for peening and produce smoother surface finishes. Angular medias chip at a parts surface; removing paint, rust and scale quicker, with better results than round medias. Angular medias produce a rougher surface finish and produce superior anchor patterns for paint and coating adhesions. Higher blast pressures increase production but reduce media life. Blasting harder workpieces also reduces media life. Recoverable blasting medias have two basic shapes. Round (spherical) and angular. The most common recoverable industrial blast medias are: Spherical shaped media Ceramic beads, Glass beads, Stainless shot. Angular shaped media Aluminum oxide, Silicon carbide, Ceramic grit, Stainless grit, Crushed glass, Steel grit.
Suction blasting uses the venture principle sucking media from a hopper. The air jet is 1/2 the ID of the nozzle and as the air stream is passed through both, it creates a low pressure which sucks the media from the hopper into the air stream. The media acceleration distance is very short ( from the nozzle to the workpiece-approximately 4 to 14"). The suction systems work fine and can be continuously blasted as long as there is blasting media in the hopper.
Suction systems do not deliver media well at very low air pressures (5 to 25 psi) and they have limits on how long the suction feed hose can be. Very heavy blasting (larger steel media) cannot be conveyed into the air stream with suction blasting. Most industrial blast cabinets are suction systems and work well with most medias.
Table 1. Air Consumption of Pressure System Sandblasting Nozzles(lt/min)
Table 2. Air Consumption of Suction System Sandblasting Nozzles(lt/min)